
Formation is part of the manufacturing process of lead acid batteries. It is the final stage where the active material in the battery plates is converted into the chemicals which become the positive and negative electrodes of the charged battery.
It is a vitally important process for three main reasons:
Research
This problem was recognised by Mark Rigby the MD of UK Powertech 4 years ago when his customers expressed concern at the growing numbers of batteries damaged by arcing in the formation department. Mark established a relationship between the increase in the formation currents being used, due to the reduction in battery formation times, and the increasing incidence of battery arcing damage. On discussing this with the battery consultant Mike McDonagh they formulated a project to investigate the causes of this, and the full cost ramifications for a battery manufacturer.
Based on the fact that most battery connectors were of a similar design, that is: two lead terminal ends connected by an insulated copper cable, they conducted a series of tests on both used and new connectors. The initial findings were that older used connectors had severe pitting from electrical arcing and were covered in a high resistance corrosion layer. Further work based on factory floor observations, showed that operators had considerable difficulty in correctly fitting connectors, due to limited time and space available during the process. This, and the poor cable maintenance and storage practices, resulted in badly fitted connectors which were corroded at the terminal contact areas.
The causes and effect of these factors were investigated, with the help of formation rectifier manufacturer, Digatron Power Electronics, in both laboratory and field tests.
Results
It was found using optical microscopy, SEM and XRD analysis that the high resistance corrosion layer, was lead sulphate.
This was formed by the exposure of the connector head to sulphuric acid spray or mist, during the formation process.
The arcing was mostly due to badly fitted connectors or connectors with high resistance layers on the connectors contact surface or pitting from previous arcing or both. The costs of the high resistance on energy used, was ascertained from measuring energy losses via simulated formation programmes using the Digatron test equipment. Also noted was the increased temperature of the batteries from the additional heat created by the resistance of the connector/battery terminal interface causing heat transfer to the battery plates from the terminal. One participating company suffered a 10% increase in its formation times due to higher battery temperatures
These resistance consequences, along with the costs of repairing and scrapping damaged batteries (obtained from participating battery manufacturers), were identified for a 5 million battery production facility:
During these trials, one company, following maintenance procedures prescribed by UK Powertech, measured a real energy saving of 325,00 USD (5 million standardised battery equivalent) over a 12-month period. Other companies confirmed the 3-5% energy losses in formation energy.
It is a vitally important process for three main reasons:
- It is the first time that the battery is charged and it irrevocably sets its quality and life. There is no turning back at this point
- It consumes at least 50% of the total energy used to power a lead acid battery factory.
- It is responsible for around 20% of a factory’s process scrap.
Research
This problem was recognised by Mark Rigby the MD of UK Powertech 4 years ago when his customers expressed concern at the growing numbers of batteries damaged by arcing in the formation department. Mark established a relationship between the increase in the formation currents being used, due to the reduction in battery formation times, and the increasing incidence of battery arcing damage. On discussing this with the battery consultant Mike McDonagh they formulated a project to investigate the causes of this, and the full cost ramifications for a battery manufacturer.
Based on the fact that most battery connectors were of a similar design, that is: two lead terminal ends connected by an insulated copper cable, they conducted a series of tests on both used and new connectors. The initial findings were that older used connectors had severe pitting from electrical arcing and were covered in a high resistance corrosion layer. Further work based on factory floor observations, showed that operators had considerable difficulty in correctly fitting connectors, due to limited time and space available during the process. This, and the poor cable maintenance and storage practices, resulted in badly fitted connectors which were corroded at the terminal contact areas.
The causes and effect of these factors were investigated, with the help of formation rectifier manufacturer, Digatron Power Electronics, in both laboratory and field tests.
Results
It was found using optical microscopy, SEM and XRD analysis that the high resistance corrosion layer, was lead sulphate.
This was formed by the exposure of the connector head to sulphuric acid spray or mist, during the formation process.
The arcing was mostly due to badly fitted connectors or connectors with high resistance layers on the connectors contact surface or pitting from previous arcing or both. The costs of the high resistance on energy used, was ascertained from measuring energy losses via simulated formation programmes using the Digatron test equipment. Also noted was the increased temperature of the batteries from the additional heat created by the resistance of the connector/battery terminal interface causing heat transfer to the battery plates from the terminal. One participating company suffered a 10% increase in its formation times due to higher battery temperatures
These resistance consequences, along with the costs of repairing and scrapping damaged batteries (obtained from participating battery manufacturers), were identified for a 5 million battery production facility:
- Energy losses from high resistance: 3 – 7% which is 300,000 USD per annum
- Reduction of battery throughput as a consequence of temperature limited formation schedules. Automated equipment has to extend formation times due to higher battery temperatures. A conservative 10% increase in formation time for a 5 million battery turnover, could cost up to 1 million USD for a factory whose formation programmes are entirely temperature limited.
- Cost of repair work and scrap due to arcing: 500,000 USD per annum
These costs are based on the lowest values found in the tests which were conducted over a 2 year period with 5 participating global battery factories.
During these trials, one company, following maintenance procedures prescribed by UK Powertech, measured a real energy saving of 325,00 USD (5 million standardised battery equivalent) over a 12-month period. Other companies confirmed the 3-5% energy losses in formation energy.

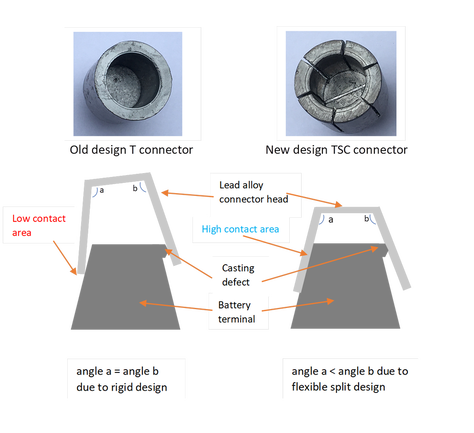
Using this information, UK Powertech were able to design a connector which would reduce or even prevent the dual problems of poor connector fitting and the formation of a high resistance corrosion layer. This connector has the following features:
The overall construction is designed to ensure that the connector is self-gripping and under constant compression.
The connector has an ergonomic longer handle to help operator to push down onto the terminal.
The plastic over-moulding is designed to ensure minimum ingress of sulphuric acid, either as a mist or as a spillage
The new connector design has now been in normal service for more than 12 months in 5 factories around the globe. So far energy savings, using this connector, of around 3 -4 percent have been confirmed. In addition, there have been no incidents of arcing or battery damage during this time. During this period energy savings, using this connector, of around 3 -4 percent have been confirmed
On the face of it, the total savings from damage and energy losses of 800,000 USD should be realised for a 5 million battery manufacturing plant not to mention the extra capacity throughput potential. The TSC Connector is now commercially available and sales have begun.
To see how your company could benefit from UK Powertech’s unique connector design, and decades of formation experience and knowledge, contact us below:
- An acid proof plastic sheath, designed to prevent acid ingress when attached to a battery terminal
- A six-slot split lead alloy head. Each of the six segments has sufficient flexibility to move and accommodate distorted surfaces of the battery terminal cause by previous production processes. The movement is small and within the elastic limit of the lead alloy.
The overall construction is designed to ensure that the connector is self-gripping and under constant compression.
The connector has an ergonomic longer handle to help operator to push down onto the terminal.
The plastic over-moulding is designed to ensure minimum ingress of sulphuric acid, either as a mist or as a spillage
The new connector design has now been in normal service for more than 12 months in 5 factories around the globe. So far energy savings, using this connector, of around 3 -4 percent have been confirmed. In addition, there have been no incidents of arcing or battery damage during this time. During this period energy savings, using this connector, of around 3 -4 percent have been confirmed
On the face of it, the total savings from damage and energy losses of 800,000 USD should be realised for a 5 million battery manufacturing plant not to mention the extra capacity throughput potential. The TSC Connector is now commercially available and sales have begun.
To see how your company could benefit from UK Powertech’s unique connector design, and decades of formation experience and knowledge, contact us below: